
Dräger Medical Systems, Inc.: Technology for Life
Case
Teaching Notes
Supplementary Resources
Abstract
DRÄGER Medical Systems, Inc. is a company based in Lubeck, Germany with a long history of innovation in medical instruments. The company has a strong market presence in Europe, but only modest market penetration in the United States. The success and growth of operations at Dräger Medical’s U.S. headquarters, near Boston, Massachusetts, is critical to sustaining European market share and improving the company’s U.S. market share. This case describes the preparations for a proposed consolidation of manufacturing operations into the existing office site currently housing related research and development, management, and marketing personnel. The prime challenges outlined in the case are twofold: modify the assembly operations to handle potential increased demand in a space with a 45% smaller footprint, and significantly improve production efficiency. Students have the opportunity to assess the proposed plans from both operational and financial performance perspectives and argue for changes, where warranted.
This case was prepared for inclusion in Sage Business Cases primarily as a basis for classroom discussion or self-study, and is not meant to illustrate either effective or ineffective management styles. Nothing herein shall be deemed to be an endorsement of any kind. This case is for scholarly, educational, or personal use only within your university, and cannot be forwarded outside the university or used for other commercial purposes.
2026 Sage Publications, Inc. All Rights Reserved
Resources
Exhibit 1: Summary Results of Dräger’s Sustainability Efforts
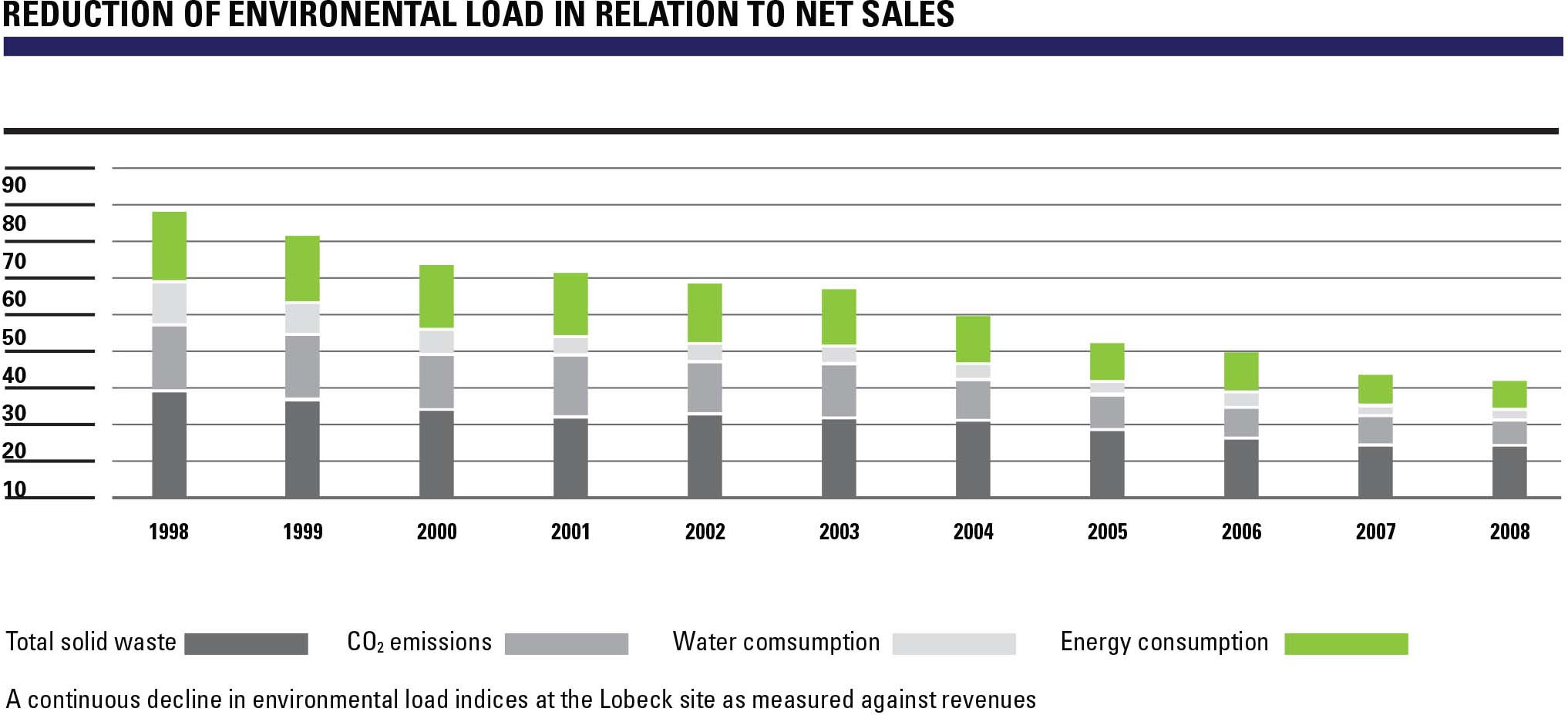
Exhibit 2: Current Danvers Space Allocation (square feet)
| Receiving | 1,521 | Sq. feet |
| Raw materials processing | 1,222 | Sq. feet |
| Stock room 1 | 511 | Sq. feet |
| Stock room 2 | 7,977 | Sq. feet |
| Stock room 3 | 2,456 | Sq. feet |
| Packing | 1,491 | Sq. feet |
| Shipping | 2,773 | Sq. feet |
| Production area 1 | 832 | Sq. feet |
| Production area 2 | 1,152 | Sq. feet |
| Production area 3 | 1,100 | Sq. feet |
| Production area 4 | 589 | Sq. feet |
| Production area 5 | 721 | Sq. feet |
| Production area 6 | 931 | Sq. feet |
| Rework and repair | 1,237 | Sq. feet |
| 2nd Rework and repair | 540 | Sq. feet |
| Test Lab | 547 | Sq. feet |
| Calibration Lab | 225 | Sq. feet |
| Offices | 2,178 | Sq. feet |
| Aisles | 5,249 | Sq. feet |
| Total Square Footage | 33,252 | Sq. feet |
Exhibit 3: Current Danvers Facility layout (approx. 33,000 sq. ft.)
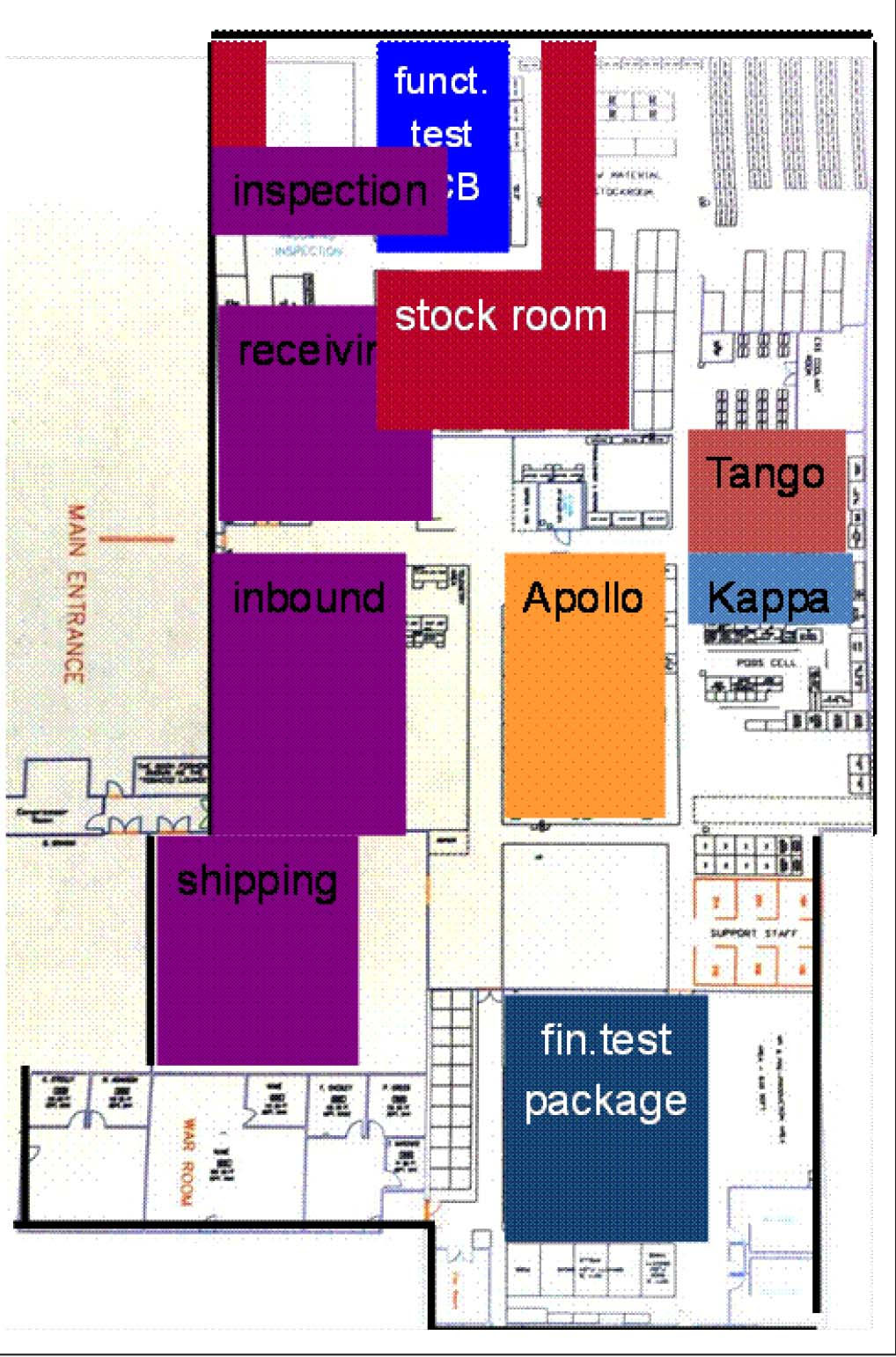
Exhibit 4: Apollo Platform Delta Model Patient Monitor
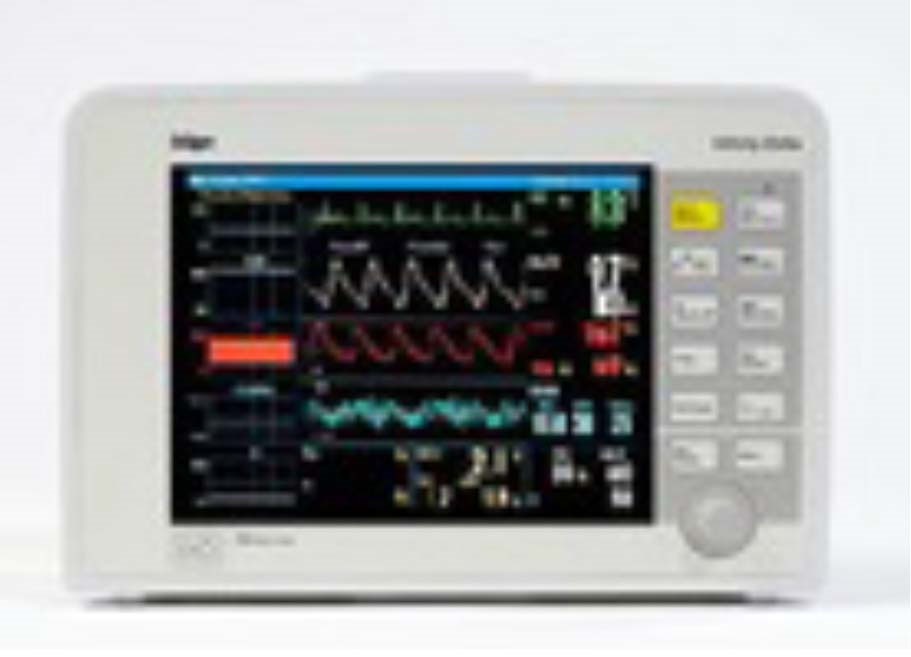
Exhibit 4a: Apollo Platform Delta XL Model Patient Monitor
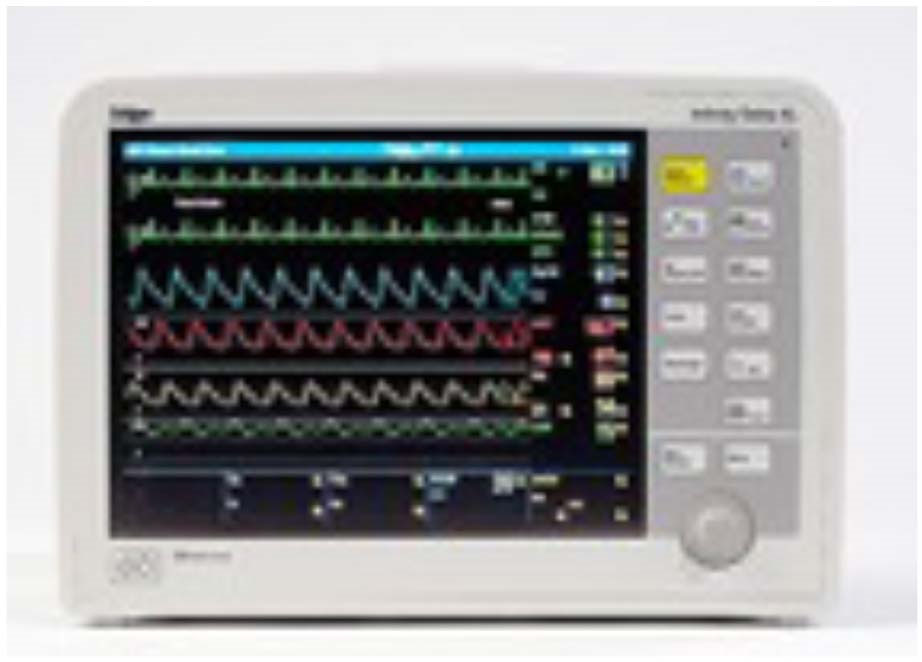
Exhibit 5: Process Description for Danvers Facility 1
- Monitor assembly: This step fits critical components into the housing of the monitor. It is critical to properly align components in the monitor in order to achieve the desired luminance (brightness) of the monitor’s display panel. There are two different configurations for Apollo monitors and each requires a different amount of processing time at this step. The standard monitor or Delta product, which represents 55% of demand, requires 4 minutes of set-up time per monitor and 6 minutes of processing time. The newer “Delta XL” monitor, which comprises the other 45% of demand, requires 5 minutes of set-up time per monitor and 10 minutes of processing time. There are two workers and two machines, each working independently, at this process step. The flow of product is based upon demand, so both workers process a mix (55% & 45%) of Delta and Delta XL monitors.
- Initial ambient test: The ambient test is an extended run in test of the assembled monitor and its assembled components at room temperature. Workers test monitors in batches of six. It requires eight minutes of set-up time per monitor to prepare a unit for testing (connecting components to test equipment). Once the six monitors are connected to the testing equipment it then requires 240 minutes of ambient (run) test time. There are ten testing stations, each capable of supporting six monitors, and two workers (working independently) at this stage. The only labor requirement at this stage is for the setup time. Once the set-up is complete, the test runs with no worker (labor) involvement. The testing equipment will automatically shut down upon completion of a test, so you can assume that workers set-up and initiate tests for the full workday. (In other words, it is not necessary to stop initiating tests so that all tests are completed by 4:30 pm – the end of the workday.)
- Ambient offset: The ambient offset step is a 1-minute 48-second process that occurs upon completion of the ambient test. This task involves disconnecting the monitor from the testing station and moving the monitor to the lot rack. When the rack is full (60 units) the worker moves the rack to the next production step (Step 3). The 1-minute and 48-second time is a per-unit time, as the worker disconnects and moves one set of components at a time. There is one person assigned to this step and there are no machinery requirements.
- Front-end parameter testing: The FE parallel connection step requires 10.5 minutes of processing time. There are two workers and two machines, each working independently, at this process step..
- Label and final assembly: There is one worker and one machine at the labeling and final assembly step. In total, labeling and final assembly requires five minutes of processing time per monitor.
- Final inspection: The final inspection step requires 1 minute of set-up time and 3.3 minutes of processing time. There is one worker and one machine at this processing step.
- Packaging: Packaging requires two minutes of processing time. Packaging involves boxing the monitor and adding it to the pallet for shipment to Lübeck. There is one worker and one machine at this processing step.
Exhibit 6: Process Layout for Appolo Line at Danvers Facility
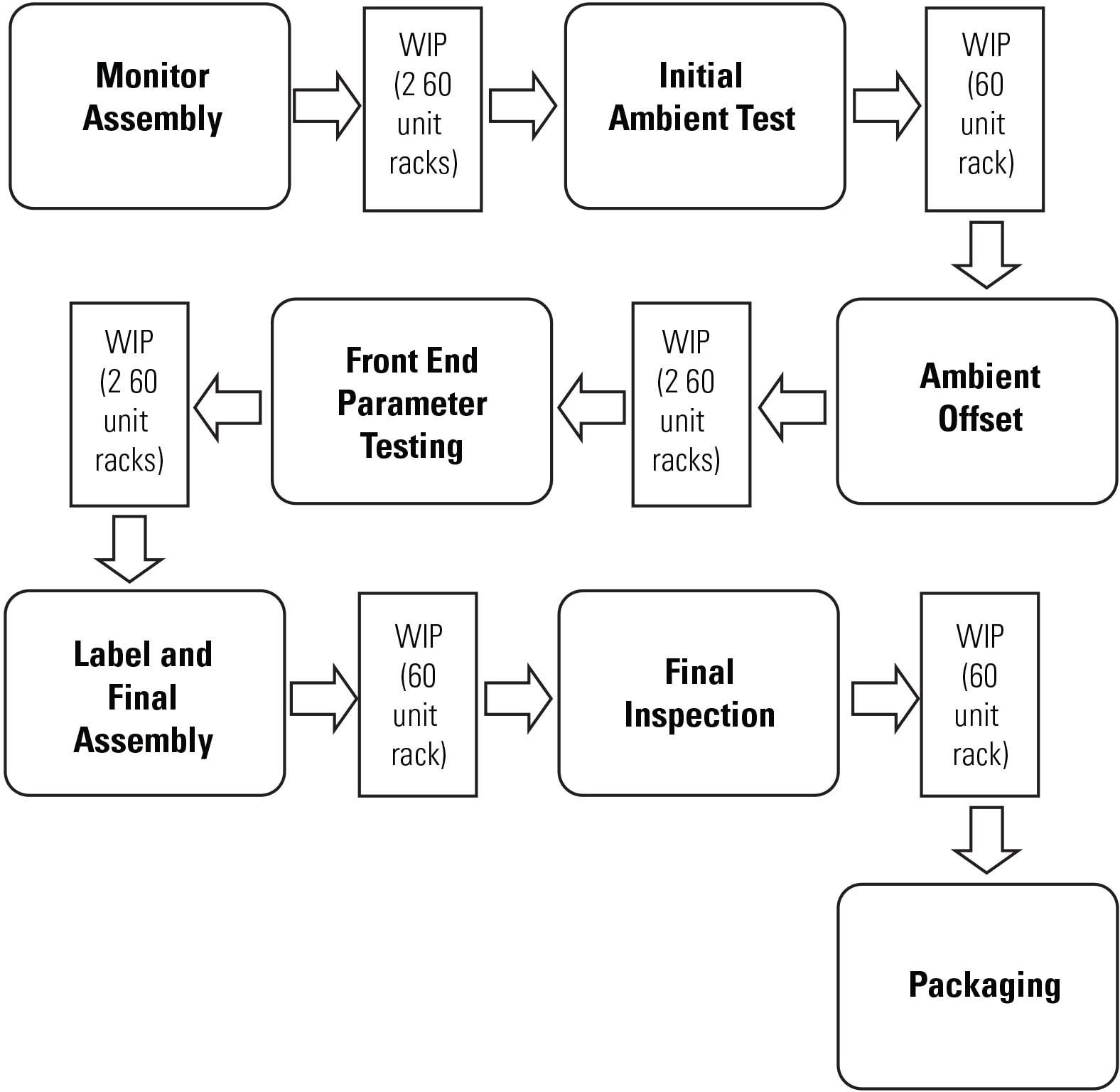
Exhibit 7: Process Description for Andover Facility 2
- Production set-up: The new process begins with components coming direct to the line from the receiving area and prepared for production. This includes collecting and aligning all components for the monitor in advance of assembly. There is one worker assigned to this task and no machinery requirements. It requires 4.9 minutes of process time to complete this step.
- Monitor assembly: The new process and equipment allows workers to complete the fit housing process with four minutes of set-up time and six minutes of processing time. These processing times apply to all monitors – there is no longer a need to have different process times based upon the monitor type (i.e. Delta vs. Delta XL). There are two workers and two machines, each working independently, at this process step.
- Ambient test: The new process for ambient test has 50 single-unit testing connections and each connection supports the testing of one monitor. There is one worker at this step. This worker is responsible for setting up the components for test (3.5 minutes) and, upon test completion, disconnecting components (1 minute) to facilitate movement to the next production step (Step #3). The ambient test is a 240-minute process – same running time as the Danvers process. As was true in Danvers, there is no labor requirement during the 240-minute test period and test equipment will automatically shut down upon completion, so the worker can initiate tests for the entire workday.
- Initialization and front-end parameter testing: This combined step of initialization, a form of final component test, and FE parallel connection requires 10.1 minutes of processing time. There are two workers and two machines, each working independently, at this process step.
- Label and final assembly: The labeling and final assembly process requires 5.1 minutes of processing time. There is one worker and one machine at this processing step.
- Final inspection and packaging: The final inspection and packaging step requires 4.8 minutes per monitor. The inspection is simply a visual (external) check of the monitor, and packaging involves boxing the monitor and adding it to the pallet for shipment to Lübeck. There is one worker and one machine at this processing step.
Exhibit 8: Income Statements for Danvers Assembly Business Unit 3
| Revenue | $37,540,000 | 100% | |
| Less Variable Costs: | |||
| Direct Materials | $27,302,000 | 73% | |
| Variable Manufacturing OH | 357,000 | 1% | |
| Variable Support & Logistics OH | 4,925 | 0% | |
| Contribution Margin | $9,876,075 | 26% | |
| Less Fixed Costs: | |||
| Assembly Labor | 1,872,000 | ||
| Support & Logistics Labor | 1,144,000 | ||
| Plant Administration and Management | 480,000 | ||
| Occupancy | 928,000 | ||
| Depreciation – Assembly Equipment | 456,000 | ||
| Depreciation – Furnishing and Fixtures | 259,800 | ||
| Depreciation – Administration Assets | 4,800 | ||
| $5,144,600 | 14% | ||
| Plant Margin | $4,731,475 | 13% | |
| Capital Charge (cost of capital = 10%) | $1,805,600 | ||
| Plant Economic Income | $2,925,875 | 8% | |
Exhibit 9: Estimates of Headcount Changes from PRIME Reconfiguration
| Current/Danvers | Projected/Andover | |
| Assembly Labor | 30 | 24 |
| Support & Logistics Labor | 22 | 12 |
| Plant Administration and Management | 4 | 4 |
| 56 | 40 | |
Exhibit 10: Excerpts from the Report on Potential Costs and Savings from Move to Andover
Some of the costs and savings related to the move are obvious. Certainly, a move to Andover would eliminate the need to pay the $400,000 per year lease in Danvers. Additionally, the costs of maintaining, heating, cooling, and securing the Danvers facility would be eliminated by the move. If the assembly operation could be successfully fit into the available space in Andover, it would simply be allocated a share of the current Andover facility occupancy costs. Based on space occupied, we estimate the assembly operation’s share of Andover’s occupancy cost to be $499,000 per year.
There will have to be some investment in preparing the Andover facilities to house an assembly operation, including some equipment modification. The major expenditure will be for new ambient testing systems. Each system, consisting of a server and 50 test stations, will cost $600,000 to build and install. All of the old testing machines will be fully depreciated by the end of 2008 and sold for their salvage value for a net effect of no gain or loss. We estimate the economic life of these systems to be 10 years. We can move and reuse about half of the furnishings and fixtures currently in Danvers in the new facility in Andover. The remaining fixtures are leasehold improvements made to the building and cannot be moved. Those assets would have to be written off, except, luckily, they will be fully depreciated at the end of 2008. In Andover, we will have to spend $100,000 on new furnishings and fixtures to prepare the building for the assembly operation. Following company policy, those new leasehold improvements will be depreciated over 10 years. We can move all of the administration and management assets, which are primarily desks, computers, and other office furnishings. These were all replaced recently, so annual expenses related to their depreciation will remain unchanged.
We have planned the logistics on the move itself to be possible to execute over a three-day holiday weekend. There should be no loss of productive time. This will require several weekends of preparation and planning, however. There will be an out-of-pocket cost of $157,000 attached to the move.
The move will create savings in Andover. One immediate effect will be the removal of the need to shuttle engineers, parts, and equipment back and forth between Andover and Danvers. We estimate this savings to be $300,000 per year in combined out-of-pocket costs and recovery of lost engineer’s time. The out-of-pocket costs are the shuttle driver, whose fully-loaded annual cost is $35,000, and the annual lease, maintenance, and operating costs of the van. These costs are $10,000 per year. Another savings in Andover will come from the reassignment of occupancy costs currently covered by the existing business to the assembly operation. As detailed elsewhere in this report, we estimate that $499,000 per year will be reallocated to the assembly operation.
Notes
1. Production steps, process times, and resource allocation, while representative of actual processes at Dräger, are disguised for competitive and confidentiality purposes.
2. Production steps, process times, and resource allocation, while representative of actual processes at Dräger, are disguised for competitive and confidentiality purposes.
3. The quantitative data in Exhibits 8 through 10, while representative of actual observations at Dräger, have been disguised for competitive and confidentiality purposes.
This case was prepared for inclusion in Sage Business Cases primarily as a basis for classroom discussion or self-study, and is not meant to illustrate either effective or ineffective management styles. Nothing herein shall be deemed to be an endorsement of any kind. This case is for scholarly, educational, or personal use only within your university, and cannot be forwarded outside the university or used for other commercial purposes.
2026 Sage Publications, Inc. All Rights Reserved
Get a 30 day FREE TRIAL
-
 Watch videos from a variety of sources bringing classroom topics to life
Watch videos from a variety of sources bringing classroom topics to life -
Read modern, diverse business cases
-
Explore hundreds of books and reference titles

Read next

More like this
Sage Recommends
We found other relevant content for you on other Sage platforms.
Have you created a personal profile? Login or create a profile so that you can save clips, playlists and searches